Který svařovací stroj si vybrat
Poloautomatický svařovací stroj je vylepšením standardního svařovacího zařízení. Díky speciálnímu provedení jednotky se proces práce výrazně urychluje. Poloautomatická zařízení jsou široce používána nejen v továrnách, ale i v malých dílnách.
Obsah
Výhody a nevýhody poloautomatu
Poloautomatické svařovací stroje jsou oblíbené nejen mezi odborníky, ale i mezi domácími řemeslníky, protože mají oproti konvenčním svařovacím strojům několik výhod. Mezi hlavní výhody poloautomatické patří:
- schopnost vařit hliník, litinu, konstrukční ocel a jiné kovy;
- zařízení může být použito k vaření jak tenkého ocelového plechu (alespoň 0,5 mm) tak tlustého;
- není nutné vyhlazovat hrany na lesk;
- zařízení je snadno konfigurovatelné pro různé provozní režimy;
- vysoká rychlost;
- rozumnou cenu;
- nízká toxicita kouřeve srovnání s běžnými elektrodami;
- velké mezery mohou být vyplněny kovem;
- při práci jasně viditelná svařovací lázeňkterý není naplněn hmotami strusky;
- švy se vyznačují těsností, což je důležité pro spoje plynů a kapalin;
- při použití metody MIG / MAG vzniká malé množství rozstřiku;
- vyžaduje šití drobné zpracování;
- Snadné se naučit všechny možnosti a nastavení pro začátečníky.

Také poloautomatické a mají některé nevýhody.
- Špatná práce v otevřeném prostoru (na ulici). Je nutné uzavřít pracoviště před větrem, jak odfoukne ochranný plyn zpod hořáku.
- Při práci s metodami MIG / MAG plynová láhev, která má značnou hmotnost a je nevhodná pro dopravu. Kromě toho musí být pravidelně odebírána na čerpací stanici.
- Při provozu bez ochranného plynu se zvyšuje a zvyšuje radiace z elektrického oblouku sypání horkého kovu.
Co je lepší - střídač nebo poloautomat
Pokud porovnáme dva typy zařízení, je zřejmé, že měnič pracuje s elektrodami a poloautomatickým zařízením s elektrodovým drátem, jako s práškovým povlakem, a měděné. V posledně uvedeném případě je nutné použít ochranný plyn k vyhoření bodu hoření elektrody, čímž se vytvoří lepší a estetičtější svar než při svařování běžnou elektrodou. Poloautomatické stroje jsou vhodnější pro práci s nerezovou ocelí, hliníkem a dalšími „obtížnými“ kovy.
Kromě toho, poloautomatický může spojování tenkých kovových dílůnapříklad při opravách karoserií, které nelze provádět běžným střídačem. Zvláště vhodné je pracovat s poloautomatickým zařízením na těžko přístupných místech, protože délka drátu elektrody neinterferuje s provozem. Při práci s měničem je někdy obtížné dosáhnout jakéhokoli spojení vzhledem k délce elektrody. V takových případech musí být zkrácena, což vyžaduje určitý čas. Potřeba neustálé výměny elektrody výrazně snižuje produktivitu.
Měniče však mají obrovskou výhodu oproti poloautomatické mobilitě a kompaktní velikosti. Zařízení lze snadno přemístit z jednoho pracoviště do druhého, například při instalaci dlouhého plotu nebo při instalaci billboardů. Střídač proto lze považovat za univerzálnější zařízení. Poloautomatické je pravděpodobnější stacionární zařízeníkterý je používán v dílně nebo dílně, protože má větší hmotnost než střídač a je nepohodlné jej neustále pohybovat spolu s balónek a hadicemi.
V souhrnu lze říci, že poloautomat je vhodnější pro profesionální použití, kdy je nutné provádět svařování pravidelně. Pro provádění různých připojení na úrovni domácnosti bude střídač postačující, zejména pokud má být používán příležitostně.
Poloautomatická zařízení s invertorovým typem
Není to tak dávno, kdy se na trhu objevily jednotky, které představují kombinaci měniče a poloautomatického zařízení. Inverzní poloautomatický svařovací stroj, jak již název napovídá, používá jako zdroj proudu invertorový měnič.
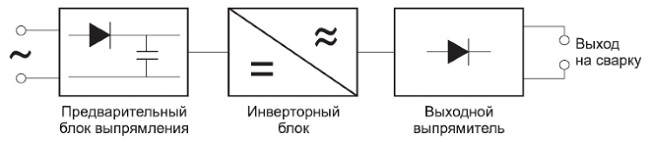
Pro informaci! Měnič pracuje podle následujícího principu. Střídavý proud přicházející ze sítě, procházející diodovým můstkem, je usměrněn. Dále, již stejnosměrný proud prochází tranzistory, transformuje je opět na střídavý, ale vysokofrekvenční proud. Vysokofrekvenční proud je redukován transformátorem, zatímco napětí klesá a proud se zvyšuje. Tento proud vstupuje do výstupního usměrňovače, kde je opět konvertován na konstantu.
Díky této technologii jsou rozměry jednotky výrazně sníženy a vysokofrekvenční charakteristiky proudu mají pozitivní vliv na stabilitu svařovacího oblouku. Hlavní rozdíl mezi střídači je navíc vysoká účinnostprotože energie není zbytečná při ohřevu železa velkého transformátoru.
Invertní poloautomatická zařízení se používají ve velkých i malých podnicích, ve stavebních a automobilových dílnách. Pomocí těchto zařízení se provádí svařování jakýchkoli kovů, a to jak homogenních, tak odlišných; spojení silných částí a svařování tenkých plechů; spojité švy velké délky atd.
Poloautomatický invertorový svařovací stroj má své výhody oproti obvyklému poloautomatickému zařízení:
- svary jsou nejvyšší kvality;
- vynikající ergonomie;
- nízká spotřeba energie;
- nízká hmotnost;
- plynulé nastavení svařovacího proudu;
- kompaktní velikost;
- ochrana před přilepením elektrody;
- funkce horkého startu;
- Režimy Pulse / Superpulse (používané k práci na tenkých plechových ocelích);
- zvýšení oblouku;
- vysoká účinnost;
- zabudovaný chladicí systém;
- ochrana proti přehřátí;
- Díky mikroprocesorovému řízení může přístroj provádět autodiagnostiku, spouštět vhodné svařovací programy, rozpoznávat hořáky atd.
Také na invertorových poloautomatických zařízeních může existují další režimynapříklad změna polarity nebo svařování MMA, tj. tyčové elektrody, které značně rozšiřují možnosti jednotky.
Technické parametry pro výběr poloautomatu
Především při volbě poloautomatických zařízení musíte mít představu o intenzitě, s jakou budou používány, protože jednotky jsou vyráběny ve 3 kategoriích.
- Domácnosti. Lze připojit k domácímu zdroji 220 V a nejsou určeny pro nepřetržité používání. Po krátkém čase (specifikovaném v návodu) musí být přístroj časem vychladnout. Modely svářečů pro domácnost produkují proud v rozsahu 200 A a mohou pracovat s ochrannými plyny nebo bez nich, tj. Elektrodami práškového drátu;
- Poloprofesionální. Mohou vyrábět svařovací proud až 300 A. Zařízení používají elektrodový drát spárovaný s ochrannými plyny. Svařování se může provádět metodou MIG / MAG a také práškovým elektrodovým drátem (metoda MMA).
- Profesionální. Jednotky pracují na síti 380 V a jsou určeny pro nepřetržitý provoz. Velikost proudu v nich může dosáhnout 400 A. Poloautomatická zařízení mohou produkovat svařování MMA, MIG a MAG, stejně jako vařit v pulzním režimu a pracovat s wolframovými elektrodami pomocí TIG.
Síťové napětí
Vzhledem k tomu, že poloautomatická zařízení pracují na elektřinu, je nutné zařízení správně volit pro síťové napětí:
- pro domácí použití se vyžaduje, aby bylo zařízení připojeno k síti 220 V, tj. do běžné zásuvky;
- v podnicích a malých dílnách, kde je třífázová síť, je lepší použít profesionální zařízení schopné provozu od 380 V;
- existují jednotky, které mají kombinovaného typu spojeníkteré mohou pracovat jak z třífázové sítě, tak z jednofázové sítě.
Měli byste také zvážit zatížení sítě. Pokud je k němu připojeno zařízení se zátěží 2 - 3 kW, napětí klesne pod 200 V, pak by bylo vhodnější zvolit poloautomatické zařízení s invertorem, které bude pracovat stabilněji v zahalených sítích (rozsahy napětí, s nimiž může zařízení pracovat, jsou uvedeny v návodu k obsluze).
Pokud se zátěžové napětí sníží na 150 V, nebude za těchto podmínek fungovat žádné poloautomatické zařízení. V takových případech budete muset pro napájení zařízení použít generátor benzínu nebo si koupit běžnou jednotku měniče (nikoliv poloautomatickou). Měnič by měl být navíc Nastavení účiníku PFC, díky kterému může zařízení pracovat i při napětí do 100 V.
Proudová pevnost
Tento parametr je nezbytný pro všechny svařovací stroje. Jmenovitý proud závisí na tloušťce svařovaného kovu a na průměru drátu elektrody.
Při volbě poloautomatického zařízení podle síly proudu je nutné vzít v úvahu následující podmínky.
- Když tloušťka kovu není větší než 5 mm, svařovací proud je v rozmezí 150-200 A. Průměr elektrodového drátu musí být od 0,8 do 1,0 mm.
- Pro kov s tloušťkou větší než 5 mm je vyžadován svařovací proud až 250 A, v některých případech dokonce vyšší. Tloušťka drátu by již měla být 1,2-1,6 mm.
Níže uvedená tabulka uvádí údaje, které lze použít pro svařování nízkolegovaných a uhlíkových ocelí v oxidu uhličitém.

Při volbě zařízení je žádoucí, aby došlo k malému přívodu proudu přibližně 50 A. To umožní použít zařízení bez mezních hodnot proudu a přehřátí jednotky. Kromě toho, v řídké síti nebo při použití dlouhých kabelů je proud méně důležitý než vypočtený proud. Pro propagační účely výrobce záměrně nadhodnocuje údaje uvedené v pasových údajích pro zařízení, která ve skutečnosti neodpovídají deklarovaným údajům.
Délka zatížení
Tento parametr musí být vzat v úvahu, aby zabránit přehřátí zařízení. Doba trvání pracovního cyklu je vyjádřena v procentech a rovná se 10 minutám (10 minut = 100%). Tento indikátor znamená, jak dlouho bude přístroj schopen pracovat při maximálním zatížení až do vypnutí. Následující obrázek ukazuje, kde je na přístroji uvedena doba trvání zátěže.

Také na obrázku můžete vidět, s jakým proudem může zařízení pracovat po určitou dobu při maximálním zatížení. Pokud je například hodnota 50% zařízení po každých 5 minutách práce vyžadována k tomu, aby 5 minut odpočinku bylo, pracovní cyklus může být označen jako 50/50. Pokud ale PN = 60% a vyšší (což je typické pro zařízení třídy pro), při okolní teplotě 20 stupňů, zařízení bude pracovat maximálně po dobu 6 minut, po které musí odpočívat po dobu 4 minut.
Jak praxe ukazuje, není nutné pracovat v režimu, když MO = 100%. Průměrná hodnota PN pro svářeče pracujícího na poloautomatickém zařízení je 60%, což je dáno nevyhnutelnými technologickými zastávkami. Vzhledem k tomu, že má zařízení s PN = 60%, je tedy možné a nevykonávat zvláštní zastavení v práci pro jeho chlazení.
Metody svařování a doplňkové funkce
Všechny poloautomatické stroje mají režimy svařování pomocí ochranných plynů MIG / MAG. Ale poloautomatická zařízení mohou pracovat v režimu MMA.
- MIG (Metal Inert Gas) - tato metoda používá inertní plyny, například argon nebo jeho směs s oxidem uhličitým.
- MAG (Metal Active Gas) - metoda svařování pomocí aktivních plynů. Nejběžnějším a ekonomickým plynem pro tento účel je oxid uhličitý.
- Mma - Způsob konvenčního obloukového svařování elektrodami (elektrodový drát) s ochranným povlakem.
Kromě svařovacích metod je žádoucí, aby zařízení mělo další funkce, které usnadní práci.
- Horký start - funkce horkého startu, pomáhá při vznícení oblouku, například při poklesu napětí v síti nebo při svařování rezavého kovu.
- Síla oblouku - To je funkce stabilizace oblouku. Pokud z nějakého důvodu začne oblouk umírat, přístroj zvyšuje sílu proudu, čímž stabilizuje jeho spalování.
- Anti stick - přítomnost této funkce eliminuje ulpívání elektrody na kovu během provozu.
Důležitá je také přítomnost režimu TIG, který umožňuje použití wolframových elektrod v ochranném plynném prostředí argonu. Díky tomuto režimu je možné svařovat prakticky všechny kovy.
Přehled oblíbených modelů poloautomatických
Mnozí výrobci uváděli své výrobky na trh svařovacích zařízení a pro začátečníky je poměrně obtížné vybrat si vhodný automat na svařování z celé řady. Trh zaplaven Čínská zařízeníkteré mají nízkou cenu, neliší se však ve vysoké kvalitě a zejména spolehlivosti. Na druhé straně jsou dobře známé značky evropských a amerických výrobců poměrně drahé a ne každý domácí řemeslník se rozhodl je koupit pro domácí použití.
Evropských výrobců
Wester MIG 180. Tento invertorový poloautomatický přístroj je vyvinut v Německu, ale je vydáván v čínských závodech. Ale i přesto má poloautomat dobrý stav a vysokou spolehlivost. Výrobce mu poskytuje 3-letou záruku, která také potvrzuje dobrou kvalitu výrobků.

Přístroj je v domácnosti, spotřebovává 7,5 kW elektřiny a je schopen produkovat proud až 180 A. Minimální průměr drátu, který lze použít, je 0,6 mm. Pokud se podíváte na recenze na internetu, vlevo ve vztahu k poloautomatické Wester MIG 180, pak mezi nimi jsou prakticky žádné negativní ty.
Telwin BIMAX 152 TURBO. Jedná se o poloautomat od italského výrobce, který je lídrem ve výrobě svařovacích zařízení.

Zařízení na výstupu produkuje konstantní proud v rozsahu od 30 do 145 A, spotřebuje 3,7 kW a může pracovat v režimech svařování MIG / MAG. Podavač drátu je zabudován do jednotky.
FUBAG IRMIG 200. Jedná se o poloautomatický střídač od německého výrobce, který se ukázal jako vysoce spolehlivý. Toto zařízení se pro malé výroby, auto opravny a pro stavebnictví. S cenou asi 20 tisíc rublů je poloautomat zajímavý pro následující funkce:
- plynulé nastavení proudu;
- napájecí zařízení pro střídač je zabudováno do skříně a pracuje v automatickém režimu;
- zařízení může pracovat nejen v režimu poloautomatického svařování (MIG / MAG), ale také v metodě ručního MMA;
- díky systému nuceného chlazení je zabráněno přehřátí hlavních modulů zařízení, které může pracovat při teplotách od -10 do + 40 ° C;
- Poloautomat má Euro konektor pro připojení hořáku k němu.
Tento model má hmotnost 15,4 kg a kompaktní rozměry, takže je vhodné vzít ho do různých předmětů, nosit ho ve dvoře atd.
Američtí výrobci
LINCOLN Handy Mig - velmi kvalitní poloautomatický transformátor od amerického výrobce.

Zařízení lze použít pro svařování většiny kovů. Ale jeho hlavním účelem je svařování plechů pomocí MIG / MAG. LINCOLN Handy Mig má maximální svařovací proud 80 A, 4 úrovně regulace napětí a plynulé nastavení posuvu elektrodového drátu.
Ruských výrobců
Interskol ISP-200/7 od ruského výrobce je měnič poloautomatický.

Přístroj je schopen pracovat jako metoda MIG / MAG a používat tyčové elektrody (MMA). Vývojáři se ujistili, že poloautomat může pracovat s významnými poklesy napětí v rozsahu od 160 do 240 V.
Kromě toho model přitahuje domácího kupujícího s následujícími charakteristikami:
- efektivní ventilační systém eliminuje přehřátí;
- kompaktní velikost a nízká hmotnost (12,6 kg);
- široký rozsah nastavení svařovacího proudu, od 20 A (pro tenkostěnné kovy) do 200 A;
- nízké náklady, do 18 tisíc rublů.
Rychlá a zuřivá 200 PA. Tento svařovací střídač může pracovat jako poloautomatický stroj, provádějící tradiční typy svařování MIG / MAG, jakož i běžný svařovací stroj s použitím jednodílných elektrod (metoda MMA). Zařízení také umožňuje použití argonového obloukového svařování (TIG).

Poloautomatické zařízení může generovat svařovací proud v rozsahu od 15 do 200 A pro všechny typy svařování. S přístrojem lze použít tloušťku drátu do 1,6 mm a elektrody do průměru 5 mm.
Lze shrnout, že domácí svařovací zařízení se neliší od zahraničních analogů a v některých ohledech je překračuje. Kromě toho jsou ceny ruských poloautomatických přístupnějšíTo je důležité pro většinu spotřebitelů.
/rating_off.png)











