Invertorové svařovací stroje
Jedním z nejtrvanlivějších a nejhermetičtějších způsobů spojování kovových částí je elektrické obloukové svařování. Tato metoda se aktivně používá více než sto let. Spočívá v tavení okrajů svařovaných prvků a vyplňování dutin mezi nimi tekutým kovem svařovací elektrody působením elektrického proudu. Zpočátku byly pro tento účel použity objemné výkonové transformátory, které snižovaly síťové napětí na potřebných 50-60 voltů. Nyní běžně používané invertorové svařovací stroje, které mají moderní zařízení a široké technické možnosti.
Obsah
Princip činnosti svařovacího střídače
Hlavním rozdílem svařovacího stroje s invertorovým typem je složitější řetězec transformací, který standardní střídavý elektrický proud podléhá frekvenci 50 Hz a napětí 220 voltů před tím, než je aplikován na elektrodu. Nejprve se při průchodu speciálním filtrem narovnává a vyhlazuje. Rychlé otevírání a zavírání tranzistorů ho pak převádí na střídavý proud s kmitočtem kmitání dosahujícím desítek kHz. Teprve po této fázi se proud transformuje na potřebných 100-200A s napětím 50-60V pro svařování. Pracuje na výstupu vysokofrekvenční usměrňovač, dosažení průchodu stejnosměrného proudu nezbytného pro nejkvalitnější druhy svařování.
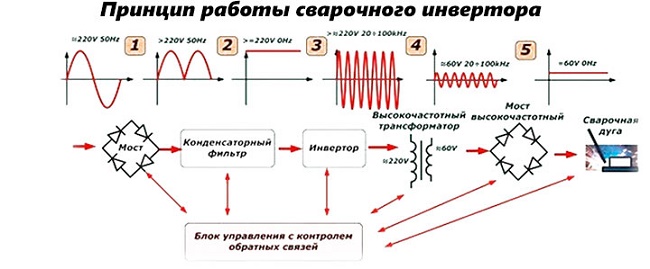
Ovládání a seřizování odchozích hodnot provozních parametrů svařovacího měniče se provádí pomocí tranzistorové řídicí jednotky. Vytváří optimální vlastnosti proudu tekoucího do elektrody, které jsou nezbytné pro všechny typy a způsoby svařování.
Hlavní rozdíl mezi svařovacím transformátorem a měničem je přeměna nízkofrekvenčních proudů výkonovým transformátorem, který je realizován pouze na velkých zařízeních, zatímco vysokofrekvenční zařízení měniče se vyznačuje kompaktností a nízkou spotřebou materiálu.

Výhody střídačů
Porovnání svářečských invertorů se zařízeními alternativních provedení demonstruje přesvědčivé výhody těchto zařízení.
- Nízká hmotnost nepřesahuje 10 kg a kompaktní rozměry většiny modelů usnadňují jejich skladování a přepravu.
- Žádné tepelné ztrátyvynaložené na vytápění vinutí mělo pozitivní vliv na účinnost střídače, což, což je v jiných případech stejné, spotřebuje přibližně 1,5 krát méně energie než typický svařovací transformátor nebo usměrňovač.
- Univerzální měnič má široká škála odchozích charakteristikkterý umožňuje zvolit režimy, včetně svařování nerezové oceli a neželezných kovů.
- Dokonce i modely pro domácnost a zahradu nevyžadují dlouhé přestávky při práci na chladicím zařízení.
- Střídač pro svařování je vybaven jednoduchý řídicí systém s hladkým nastavením všech potřebných parametrů, což umožňuje i začínajícímu svářeči dosáhnout vysoké kvality svaru.
Existují střídače a nevýhody, které jsou poměrně vysoké ceny a přísné požadavky na skladování a provoz. Jsou citlivé na prach, nadměrnou vlhkost a nízké teploty.
Klasifikace
In výrobní účely Používají se různé typy střídačů, které se liší funkčním charakterem:
- pro ruční elektrické obloukové svařování (MMA);
- pro svařování argonem wolframovou elektrodou;
- pro poloautomatické svařování v atmosféře inertních nebo aktivních plynů (MIG / MAG);
- poloautomatická zařízení pro použití v režimech MMA a MIG / MAG;
- univerzální pro práci v různých režimech;
- vzduchové plazmové řezací jednotky.
Z hlediska výkonu a technických specifikací jsou střídače pro práci se spotřebními elektrodami běžně rozděleny do tří širokých kategorií.
- Mini modely pro domácnosturčené pro domácnost a zahradu, které mají nejjednodušší vybavení, jsou levné a budou dobře sloužit k pravidelnému používání.

Inverzní svařování WESTER MINI200
- Profesionálníschopný vařit několik hodin denně, což je lepší koupit pro výrobní účely, protože stojí 300-400 dolarů každý a nebude platit za sebe doma.

Svařovací invertor Wester Wz7 400 professional
- Poloprofesionální zařízení, zaujímá mezilehlou pozici mezi prvními dvěma skupinami, které, pokud se používají rozumně, jsou vhodné jak pro dům, tak pro malou dílnu.
Co je třeba hledat při nákupu střídače
Výběr svářečského měniče je založen na podmínkách svařování a na režimech, které by měly splňovat. Nejprve určeno vstupní napětí. Převážná většina zařízení je navržena pro napájení 220 V, ale jsou zde také modely připojené k síti 380 V. V pasu zařízení je označen jako platný rozsah: 220V + 15% - 30% nebo 160-240V. Ve venkovských oblastech s častým poklesem napětí to může být důležité.
Nejdůležitější vlastností svařovacího režimu je svařovací proud: přímo závisí na tloušťce svařovaných částí a průměru použitých elektrod. V domácím prostředí se málokdy musí vařit výrobky tlustší než 10 mm. V tomto případě je lepší zvolit měnič schopný dodávat proud 160-180 A. Při svařování plechů z uhlíkové oceli o tloušťce do 20 mm je nutné se spolehnout na 200 A. Silnější jednotky by měly být získány pouze pro specializované dílny. Důležitý je také způsob nastavení. Možnost hladkého řízení na rozdíl od diskrétního je vždy výhodnější pro dosažení vysoce kvalitního svaru.
Snadnost zapálení svařovacího oblouku je spojena s volnoběhu. U většiny modelů je v rozsahu 40 až 90 voltů. Čím vyšší je toto číslo, tím jednodušší bude vařit.
Při intenzivním používání má velký vliv na výkon jednotky procenta času při maximálním prouduoznačen PV. Dobrý přístroj by měl mít takový indikátor na úrovni ne nižší než 70%. To znamená, že během výrobního cyklu 10 minut lze 7 z nich vařit při plném zatížení a 3 minuty by měly být použity na výměnu elektrody, čištění švu a chlazení zařízení.
Další funkce implementované na svářečských měničech
Použití mikroprocesorového řízení invertorového zařízení s účinnou zpětnou vazbou umožňuje implementovat další možnosti, které usnadňují proces svařování. Ty by měly zahrnovat:
- horký startposkytující krátkodobé zvýšení napětí v počátečním období svařování, které usnadňuje spalování oblouku;
- proti nalepení, dramaticky snížení zátěže, když se elektroda náhodně dotkne okrajů, které jsou svařovány, čímž se zabrání svařování elektrody, což je běžný problém pro začátečníky;
- zvýšení oblouku, eliminování ulpívání elektrody v odloučení od velké kapky roztaveného kovu v důsledku krátkodobého zvýšení pevnosti proudu.
Všechny tyto vlastnosti invertorových svařovacích strojů mají pozitivní vliv na pohodlí práce s nimi a na kvalitu švů.
/rating_off.png)











