Jak pracovat automatický svářeč
Poptávka po svařování poloautomatických zařízení na trhu svařovacích zařízení roste každým rokem. To je díky jejich zřejmým výhodám: cenově dostupné, široké spektrum provozních režimů, snadné nastavení a ovládání. Nicméně, začínající mistr není vždy schopen zjistit, jak správně používat poloautomatické. První věc, kterou potřebujete vědět, je zařízení a princip fungování jednotky, jakož i základní doporučení pro výběr drátu pro svařování.
Obsah
Zařízení a princip činnosti poloautomatického zařízení
Hlavním účelem poloautomatického svařovacího stroje je obloukové svařování s použitím tavící elektrody, která je vyfukována ochranným plynem.. Zařízení se používá pro spojování nízkolegovaných a nízkouhlíkových ocelí, jak dlouhých, tak přerušovaných spojů.

Toto zařízení je určeno pro práci v uzavřených, dobře větraných prostorách při teplotách od -10 ° C do + 40 ° C.
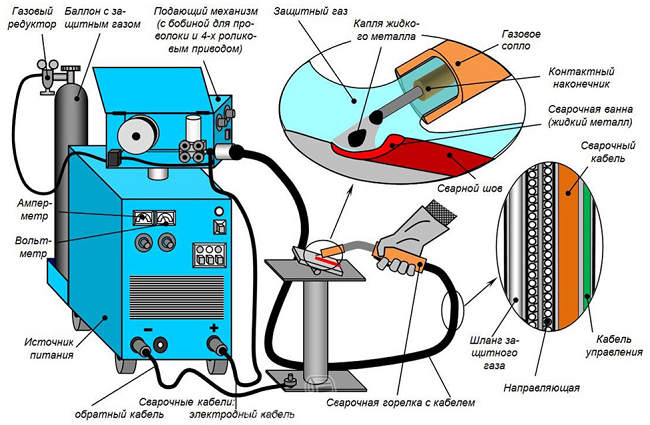
Poloautomatické zařízení se skládá z následující položky:
- hlavní jednotka vyrábějící svařovací proud požadované velikosti;
- podavač drátu;
- svařovací hořák s připojeným kabelem, kterým prochází napájecí vodič, plynová hadice, ovládací vodič a vedení pro drátovou elektrodu.
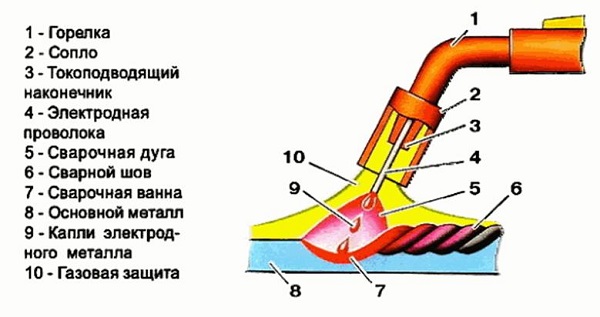
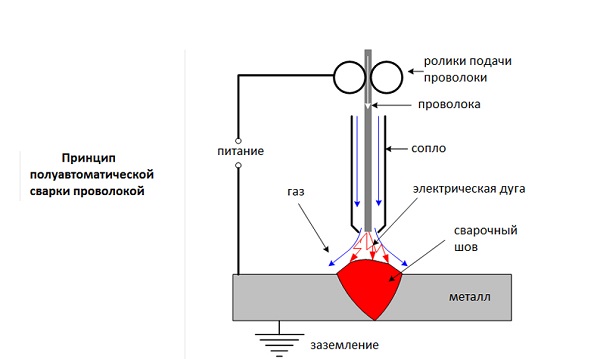
Princip činnosti jednotky je následující. Při stisknutí spouštěcího tlačítka umístěného na rukojeti hořáku začíná přívod elektrodového drátu (4), proudu a ochranného plynu tryskou (2). Proud do drátu protéká vodivou špičkou (4). Když přichází do styku se základním kovem, vzniká elektrický oblouk, který začíná tavit elektrodu. Kapky elektrody kovu, padající na základní kov (8), tvoří šev (6). Svařovací lázeň (7) je současně vyfukována ochranným plynem (10), který zabraňuje vnikání kyslíku a dusíku z atmosférického vzduchu. Díky ochraně plynu je svar odolný a má vysokou kvalitu.
Provoz poloautomatického zařízení je možný bez ochranného plynu. V tomto případě se používá elektrodový drát se speciálním práškovým povlakem. Při vysokých teplotách se tato vrstva odpařuje a výsledné plyny mají ochrannou funkci pro svařovací bazén.
Volba elektrodového drátu
Elektrodový drát je snap, bez kterého svařovací stroj nemůže fungovat. Slouží k tomu speciální mechanismus a plní funkci elektrody.
Pro poloautomaty existují dvě skupiny materiálů pro svařování:
- pevný drát;
- drát s elektrodou.
Existuje více než 76 typů první varianty, ale nejčastěji se používá pouze malá část. Zbývající typy zařízení jsou vysoce specializované a používají se ve výrobě. Hlavní věc, kterou je třeba zvážit při výběru drátu, je typ kovu, ze kterého bude konstrukce svařena. Nejčastěji je nutné vařit nízko uhlíkové a nízkolegované oceli s použitím drátu bez mědi a mědi.
Měděný pokovovací drát je nejoblíbenější mezi svářeči díky antikoroznímu nátěru. Ale ne každý ví, že při tavení mědi ve vzduchu dostávají škodlivé odpařování. Bez měděného drátu je více neškodný a má ochranný povlak proti korozi.
Používá se také pro poloautomatické drátto nevyžaduje přítomnost ochranného plynu během vaření. Drát elektrody má speciální označení, například: SV-08G2S. Je dešifrováno následovně:
- SV - svařovaný drát;
- 08 – znamená, že hmotnostní zlomek uhlíku ve složení nástroje je 0,08%;
- G - toto písmeno označuje mangan, který je ve složení drátu;
- 2 - obrázek ukazuje, že obsah manganu je 2%;
- S - tento dopis označuje přítomnost křemíku v zařízení, pokud po písmenu není číslo, pak neobsahuje více než 1%.
Níže je uvedena tabulka, ve které jsou dekódována označení písmen všech přísad, které tvoří svařovací drát.
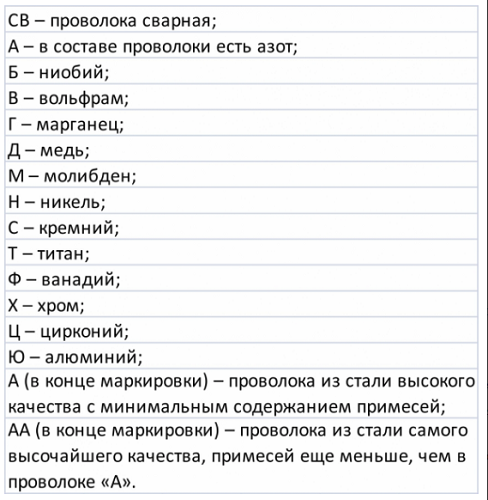
Například, pomocí stolu, jeden může dešifrovat označení CB-06Х21Н7БТ, což znamená: svařovací drát má 0,06% uhlíku, 21% chromu a niklu - 7%; Drát je legován dvěma kovy, niobem a titanem.
Pro svařování nízkolegované oceli (to je 90% celkového kovu) se použije drát 08G2S s průměrem 0,6 mm. Lze jej použít jak v každodenním životě, tak i při opravách těla. Navíc může být použit na jednotkách s proudem do 500A. Pro svařování nerezových ocelí používejte značku drátu Sv01H19N9. Hliník a měď se vaří v argonovém prostředí, což odpovídá složení drátu. Hliník se vaří s CB-97, CB-A85 a CB-AMts. Pro svařování měděného vybavení značek SV-97, CB-A85 a CB-AMts.
Průměr elektrodového drátu se volí podle tloušťky svařovaného kovu.
Poloautomatická svařovací pravidla
Především při zahájení práce s poloautomatickým zařízením musí být díly určené pro připojení dobře očištěné od barvy a rzi. Také vyčistěte místo, ke kterému bude připevněna spona hmoty.
Jak držet hořák
Můžete držet hořák jednou rukou, ale kvalita švu bude lepší, pokud použijete oba. Jedna ruka slouží jako podpěra a druhá drží hořák.

Tímto způsobem je snazší kontrolovat úhel a vzdálenost hořáku od obrobku a provádět nezbytné pohyby pro vytvoření vysoce kvalitního svaru. Chcete-li udržet ruce volné, potřebujete použijte svařovací maskukterý je upevněn na hlavě.
Ideální úhel při práci jako poloautomatický neexistuje. Pro připojení polotovarů ležících ve stejné rovině se obvykle používá naklonění hořáku (ze svislé polohy) na 15-20 stupňů. Spojením částí, které jsou vzájemně pod úhlem, je použito naklonění hořáku o 45 °. Každý svářeč s nabytím zkušeností si pro sebe vybere nejvhodnější úhel sklonu nástroje, s přihlédnutím k různým situacím.
Hořák pohybu
Pro vytvoření vysoce kvalitního švu existuje mnoho způsobů pohybu hořáku.
- Pro kovy o tloušťce 1-2 mm aplikovaný vlnitý klikatý pohyb. Oblouk tedy zachycuje oba plechy kovu a nemá čas ho spálit. V důsledku toho je šev uzavřený a odolný.
- Pro svařování kovy jakékoliv tloušťky naneste rovný šev, vyjma jakéhokoli pohybu na stranu. V tomto případě se však požaduje, aby obsluha měla určitou zkušenost, takže když se hořák pohybuje, oblouk rovnoměrně působí na obě protilehlé části.
- Jde-li o práci menší než 1 mm, je nutné snížit proudovou sílu a rychlost posuvu drátu, stejně jako použít drát menšího průměru. Svařování by mělo probíhat v krátkých pulzech, s pauzou mezi nimi přibližně 1 sekundu. Pro ochlazení kovu a odvedení dalších segmentů do monolitického švu je nutná pauza.
- Pokud páření dlouhé, tenké detailypak se svařování provádí s krátkými segmenty nebo body umístěnými v určité vzdálenosti. Aby nedošlo k deformaci součástí, můžete také střídavě vařit krátké segmenty s různými konci spojovacího segmentu.
Rychlost svařování
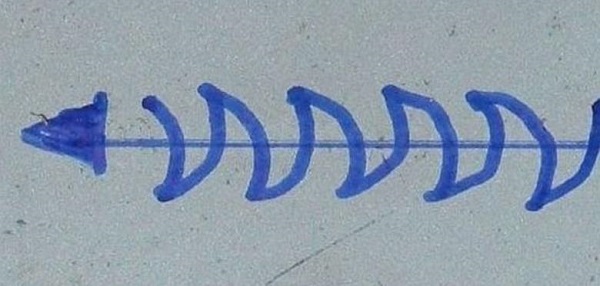
To je rychlost pohybu elektrického oblouku podél rozhraní dílů a je řízena obsluhou poloautomatického zařízení. Rychlost pohybu nástroje by měla odpovídat napětí oblouku, rychlosti posuvu drátu, tloušťce kovu a požadovanému tvaru švu. Při vysokých rychlostech pohybu hořáku vzniká mnoho sprejů, ochranný plyn zůstává v rychle tuhnoucím švu a způsobuje v něm tvorbu pórů. Při pomalé rychlosti pohybu hořáku se do materiálu, který ho může propálit, vytvoří nadměrný elektrický oblouk. Navíc, když se spojují masivní díly silný šev. Následující obrázek ukazuje, jak vypadají švy při různých rychlostech hořáku.

Průtok plynu
Přívod plynu by měl být dostatečný, aby bylo zajištěno vyfukování dodaného drátu. Při slabém průtoku plynu nebude šev chráněn před oxidací. Ale i při vysokých průtocích bude ochrana nedostatečná turbulence. Všechny tyto odchylky od normy činí šev porézním a křehkým. Proto je velmi důležité dosáhnout hladkého přívodu plynu, aby průtok nezpůsoboval turbulenci a plně chránil místo svařování.
Délka drátu
Drát, než se dotkne kovu, musí vycházet ze špičky o 6-13 mm. Z této hodnoty záleží Odpor a teplota tohoto kusu elektrody. Čím silnější je drát od špičky, tím menší bude velikost oblouku. V důsledku toho bude šev tlustý a úzký, s malým průnikem do kovu. Pokud je délka nástroje zmenšena, zvětší se průnik oblouku do kovu a šev se stane tenším a širším.
Polarita
Polaritou ve svářecím zařízení je míněno proudu ve svém obvodu. S přímou polaritou se na vodič aplikuje záporný náboj a na svařovaný díl se aplikuje kladný náboj. Opačná polarita je opačná: drát je plus a obrobek je mínus.
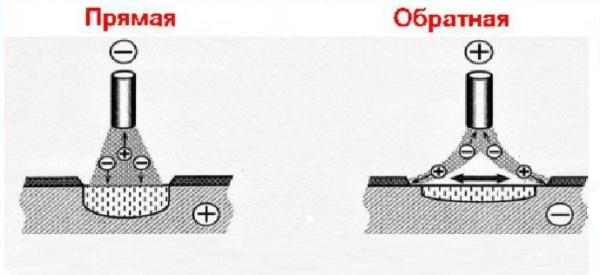
Je to důležité! Při práci bez ochranného plynu používá tavený drát způsob přímé polarity a polaritu plynu.
Zvuk při svařování
Naslouchání zvukům svařování je důležité zejména pro začátečníky při učení. Správný zvuk při svařování poloautomatickým zařízením se podobá zvuku pečení masa na pánvi. Když je slyšet „syčivý zvuk“, znamená to, že existuje rovnováha mezi aktuálním nastavením, posuvem drátu a plynu. Může být ovlivněna změna zvuku během provozu zařízení
- špatný kontakt mezi závažím a částí;
- přítomnost zmrazeného spreje na špičce hořáku, zabraňující normálnímu proudění plynu;
- špatně očištěno od koroze nebo nátěru.
Bezpečnostní opatření při práci
Při práci se svařovacím zařízením je nutné dodržovat následující bezpečnostní opatření.
- Svářeč musí chránit všechny části těla před stříkajícím horkým kovem. Za tímto účelem použité pracovní oděvypevně zakrývá odkryté části těla a ochranné rukavice. Oblečení by mělo být vyrobeno z hustého materiálu, který vydrží vniknutí horkého postříkání. Oblečení nesmí být v žádném případě vyrobeno ze syntetických vláken, které se při vysokých teplotách začnou roztavit. Takový materiál okamžitě propálí, což může způsobit popáleniny svářeče.
- Vzhledem k tomu, že při svařování vzniká ultrafialové záření, je nutné chránit oči před použitím maska s tónovaným sklem. Není to tak dávno, co se na trhu objevily masky s „chameleonovým“ sklem, které ztmavnou, když se objeví jasné světlo. Také ostatní části těla musí být chráněny před UV zářením.
- Boty by měly být zavřené, aby se do nich nedostaly horké šplouchání.
- Místnost, kde se provádí svařovací práce, musí mít nucené nebo přirozené větrání (přítomnost oken, které lze otevřít). Vdechování výparů a kouře vzniklého při svařování negativně ovlivňuje lidské zdraví.
/rating_off.png)











